








Bồn rửa bao gồm một vành bồn rửa và một cái bát. Vành bồn rửa có nhiệm vụ chịu trọng lượng, còn bát là nơi bạn chất đồ.
Theo phương pháp kết hợp bồn rửa thủ công, có hai quy trình sản xuất khác nhau: phương pháp hàn chịu lực và phương pháp hàn không chịu lực.
Phương pháp hàn không chịu lực
Sự kết hợp của hai phần
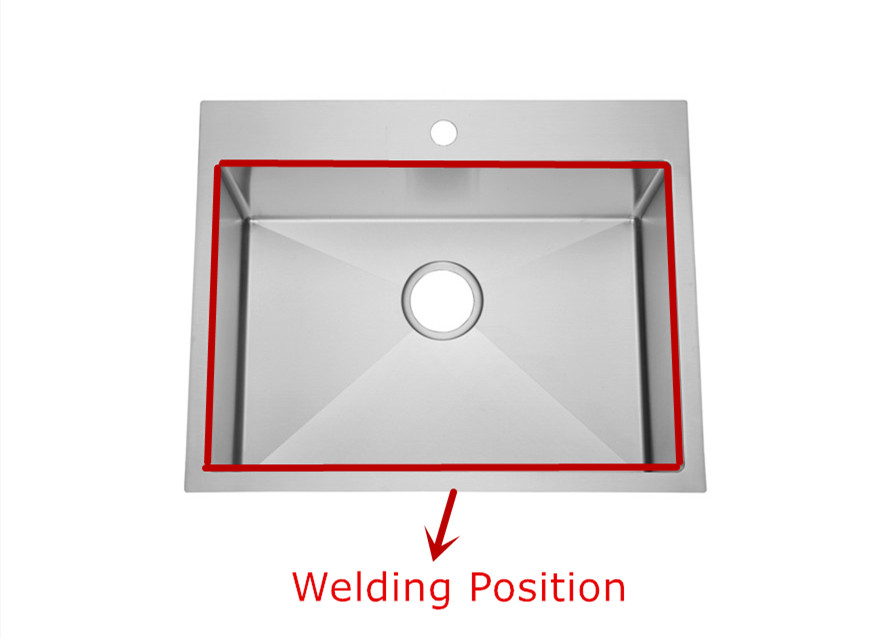
Phương pháp hàn này là sự kết hợp giữa vành bồn và bồn. Tất cả các bồn rửa ban đầu được cắt và tạo hình bằng cách hàn xung quanh.
Loại chậu và vành này là những mảnh vật liệu riêng biệt. Hai phần vật liệu được hàn lại với nhau, các vết hàn được đánh bóng để tạo thành bồn rửa hoàn thiện.


Phân tích vị trí hàn
Nhược điểm
Bồn rửa này là sự kết hợp giữa bảng điều khiển và bát. Do đó, khả năng chịu tải tương đối yếu và bạn có nguy cơ bị lỗi nghiêm trọng. Những khuyết tật này bao gồm nứt và hàn nổ. Bát chìm thậm chí có thể rơi ra nếu bạn sử dụng trong thời gian dài.
Mặc dù hàn là một phương pháp kết nối chắc chắn nhưng diện tích kết nối lại nhỏ. Vì vậy, phương pháp này không phải là một phương pháp an toàn. Ngay cả đối với vật liệu dày, ví dụ như thép không gỉ 4mm, phương án này cũng không khả thi. Vấn đề không phải ở độ dày của vật liệu; đây là phương pháp hàn được sử dụng.
Chúng ta hãy xem cách hàn cho góc.
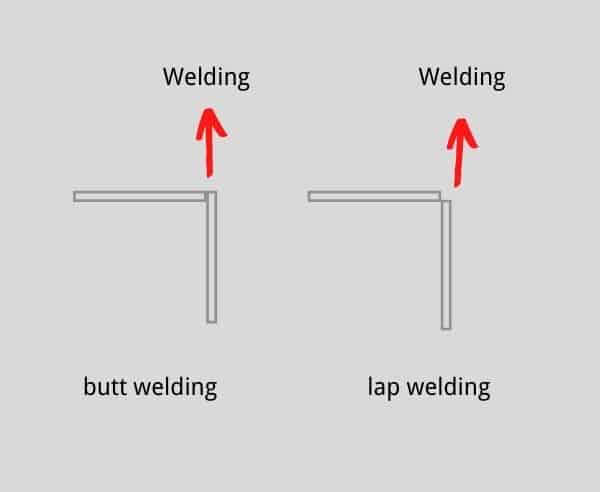
Ở phía bên trái, bạn thấy mối hàn giáp mép vì hai mảnh vật liệu có bề mặt phẳng. Chỉ một lớp bề mặt kết nối sẽ tan chảy khi bạn hàn các vật liệu lại với nhau.
Sau đó, các góc sẽ được đánh bóng.
Bên phải là trường hợp hàn lòng. Nhìn vào hình chúng ta có thể hiểu vật liệu bị chồng lên nhau và việc hàn được thực hiện ở mép vật liệu.
Sau khi hàn xong, vị trí hàn được đánh bóng và trở nên dễ vỡ.

Vì vậy, đối với những chiếc bồn hàn không chịu lực, bạn sẽ làm nứt tấm panel và các mối nối của chậu sau khi sử dụng. Hơn nữa, quá trình đánh bóng tiếp tục làm mỏng bề mặt của vật liệu, khiến vật liệu khó có thể chịu được sự thử thách của thời gian.
Đây là một số khiếm khuyết tiềm ẩn của quy trình. Các nhà sản xuất chứ không phải người tiêu dùng chỉ được hưởng lợi ích từ quá trình này.
Thép không gỉ sẽ tiết kiệm được nhiều chỗ uốn cong và góc cạnh do sử dụng tia laser. Hơn nữa, quá trình này cũng sẽ tiết kiệm được rất nhiều nguyên liệu và cũng không tốn nhiều công sức.
Phương pháp hàn chịu tải
Quá trình hàn uốn tích hợp
Như trong hình trên, vành bồn rửa và chậu rửa được cắt từ một mảnh vật liệu. Nó là một mảnh, không tách rời. Hơn nữa, vị trí hàn chỉ là một phần nhỏ của vị trí góc. Nó không phải là toàn bộ nồi hàn bảng.

Phân tích vị trí hàn
Vạch ngắn có màu đỏ tiêu chuẩn là đường hàn được sử dụng để hàn. Các đường màu xanh lá cây biểu thị vị trí mà mặt bên của bồn rửa và bảng điều khiển được kết nối mà không cần hàn.

Phần uốn cong không thể thiếu chính là thân bồn rửa. Khi vật liệu được cắt bằng laser, bát và tấm không còn là hai vật liệu khác nhau nữa. Chúng được hình thành để có cùng chất liệu. Khả năng chịu lực của bồn rửa phụ thuộc vào độ bền liên kết ở thành bên bồn rửa.
Tuy nhiên, vị trí này thường chắc chắn và bồn rửa của bạn có thể sẽ không rơi ra.
Vì không có mối hàn trên bề mặt nên khả năng chịu tải được đảm bảo hơn.
Nhược điểm
Một trong những nhược điểm đáng kể nhất của phương pháp hàn này là tiêu tốn nhiều vật liệu hơn. Chúng ta có thể xem hình ảnh dưới đây; việc cắt vật liệu là một hình chữ thập. Người ta không còn có thể sử dụng các vật liệu còn lại. Có thể thấy rằng rất nhiều vật liệu đã bị lãng phí.


Làm thế nào để phân biệt giữa hai quá trình này
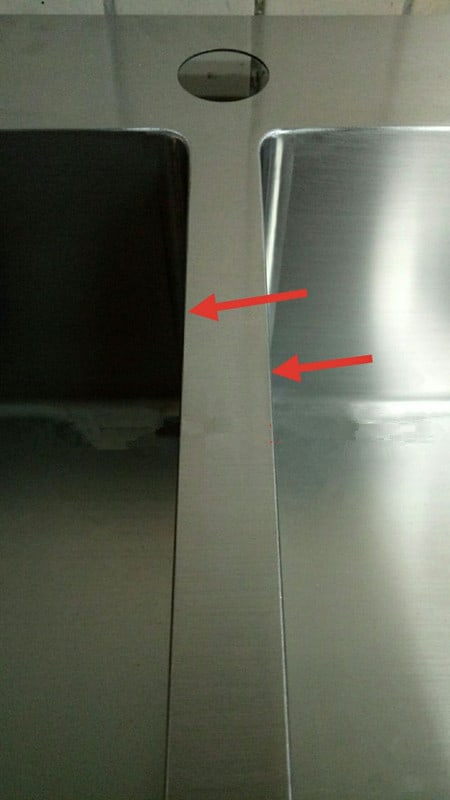
Được quan sát từ phía sau
Nếu có thể, hãy nhìn vào mặt sau của vành bồn rửa.

Trong hình trên, bên trái, chúng ta có thể thấy một chiếc bồn rửa không chịu tải. Cạnh chìm có màu vàng là mạch hàn.
Bên phải là bồn rửa chịu lực. Chúng ta có thể thấy phần nối giữa vành chậu rửa và chậu rửa là một phần uốn cong dài và sáng. Điều này cho thấy vị trí này là quá trình uốn chứ không phải quá trình hàn. Và chỉ có một đường ngắn, đó là vết hàn.
Quan sát từ phía trước
Nếu có lớp phủ chống ngưng tụ bao phủ mặt sau, hãy phân biệt nó với mặt trước.

Quá trình hàn chịu lực có sự chuyển tiếp tự nhiên khi thép bị uốn. Nó có một vòng cung cụ thể.
Trong khi bồn hàn không chịu lực có vị trí hàn thì lại xuất hiện hồ quang nhỏ trong quá trình chuyển tiếp ngay cả sau khi đánh bóng.
Phân biệt qua quy trình sản xuất
Như chúng tôi đã phân tích sự khác biệt giữa hai quy trình sản xuất, bồn hàn không chịu lực sử dụng hai tấm thép khác nhau; Phương pháp hàn chịu lực sử dụng toàn bộ vật liệu.
Bạn có thể nhanh chóng lấy được thông tin từ nhà sản xuất.
Giả sử vành bồn rửa và chậu có cùng độ dày. Tức là 99% chiếc bồn rửa này được sản xuất bằng phương pháp hàn chịu lực.
Phần kết luận
Là người tiêu dùng, bạn cần biết thứ gì đang bán cho mình và liệu nó có mang lại giá trị hay không.
Tôi hy vọng bài viết này đã giúp bạn trong việc đưa ra quyết định.
Chúc may mắn!

2 Những suy nghĩ trên "Hai quy trình sản xuất bồn rửa tay”
Thật đáng tiếc khi bạn không có nút donate! Tôi chắc chắn sẽ quyên góp cho điều tuyệt vời này
Blog!
Tôi cho rằng bây giờ tôi sẽ giải quyết việc đánh dấu sách và thêm nguồn cấp dữ liệu RSS của bạn
vào tài khoản Google của tôi.
Tôi mong chờ những cập nhật mới và sẽ chia sẻ trang web này
với
nhóm Facebook của tôi. Sẽ sớm nói chuyện!
Cảm ơn bạn đã chia sẻ. Cổ vũ!