








Lavabo, lavabo kenarı ve bir kaseden oluşur. Lavabo kenarı ağırlığı taşımaktan sorumludur ve kase ise eşyaları yüklediğiniz yerdir.
El yapımı lavabo birleştirme yöntemine göre iki farklı imalat prosesi bulunmaktadır: taşıyıcı kaynak ve taşıyıcısız kaynak yöntemi.
Yük Taşıyan Kaynak Yöntemi
İki parçanın birleşimi
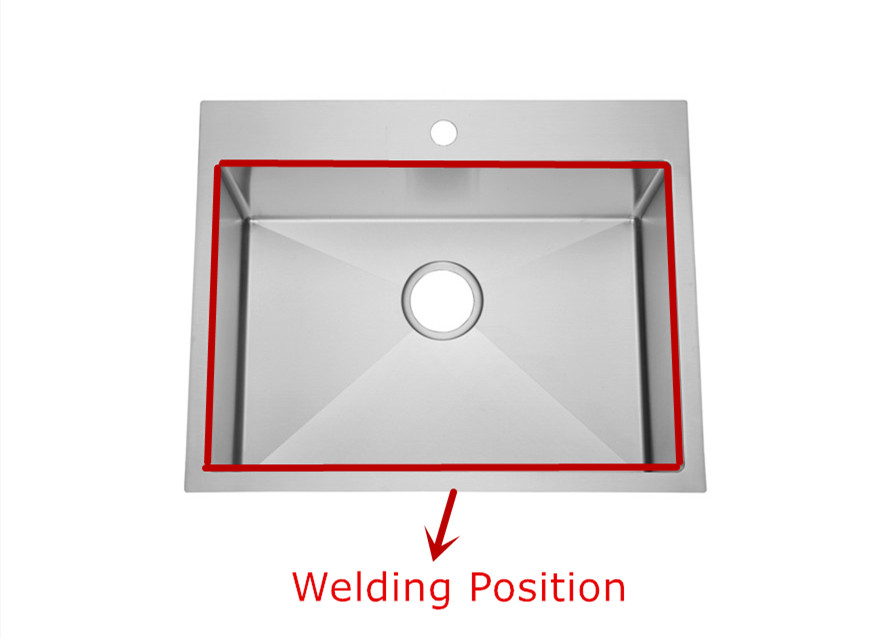
Bu kaynak yöntemi lavabo kenarı ve lavabonun birleşimidir. Lavaboların tamamı başlangıçta kesilip çepeçevre kaynak yapılarak şekillendirildi.
Bu tür tekne ve ağızlık ayrı malzeme parçalarıdır. Malzemenin iki parçası birbirine kaynak yapılır ve kaynak işaretleri, bitmiş bir lavabo oluşturmak üzere cilalanır.


Kaynak Pozisyon Analizi
Dezavantajları
Bu lavabo, panel ve kasenin birleşimidir. Bu nedenle yük taşıma kapasitesi nispeten zayıftır ve önemli kusur riskiyle karşı karşıya kalırsınız. Bu kusurlar çatlama ve patlatma kaynağını içerir. Hatta uzun süre kullanırsanız lavabo haznesi düşebilir.
Kaynak sağlam bir bağlantı yöntemi olmasına rağmen bağlantı alanı küçüktür. Yani bu yöntem güvenli bir yöntem değil. 4 mm paslanmaz çelik gibi kalın malzemeler için bile bu seçenek mümkün değildir. Bu malzemenin kalınlığıyla ilgili değil; kullanılan kaynak yöntemi budur.
Köşe kaynağına bakalım.
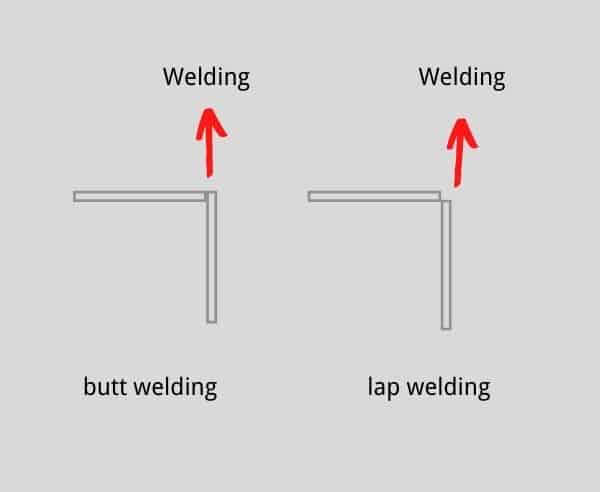
Sol tarafta alın kaynağını görüyorsunuz çünkü iki malzeme parçası aynı hizada bir arayüze sahip. Malzemeleri birbirine kaynakladığınızda bağlantı yüzeyinin yalnızca bir katmanı eriyecektir.
Bundan sonra köşeler cilalanacak.
Sağda bindirme kaynağı durumu görülmektedir. Malzemenin bindirme olduğunu, malzemenin kenarına kaynak yapıldığını resme bakarak anlayabiliriz.
Kaynak tamamlandıktan sonra kaynak pozisyonu parlatılır ve kırılgan hale gelir.

Bu nedenle taşıyıcı olmayan kaynaklı lavabolarda kullandıktan sonra paneli ve lavabonun birleşim yerlerini çatlatıyorsunuz. Üstelik cilalama, malzemenin yüzeyini incelmeye devam ederek malzemenin zamana karşı dayanıklılığını zorlaştırır.
Bunlar sürecin gizli kusurlarından bazılarıdır. Tüketiciler değil, üreticiler bu sürecin faydalarından yalnızca yararlanıyor.
Paslanmaz çelik, lazer kullanımı nedeniyle çok sayıda bükülme ve köşeden tasarruf sağlayacaktır. Üstelik bu işlem aynı zamanda çok fazla malzeme tasarrufu sağlayacak ve aynı zamanda zahmetsizdir.
Yük Taşıyan Kaynak Yöntemi
İntegral Bükme Kaynak Prosesi
Yukarıdaki resimde görüldüğü gibi lavabo kenarı ve lavabo bir parça malzemeden kesilmiştir. Ayrı değil tek parçadır. Ayrıca kaynak konumu köşe konumunun küçük bir parçasıdır. Panel kaynak kabının tamamı değil.

Kaynak Pozisyon Analizi
Standart kırmızı renkli kısa çizgi, kaynak için kullanılacak kaynak yoludur. Yeşil çizgiler lavabo tarafı ile panelin kaynak yapılmadan bağlandığı konumu gösterir.

İntegral bükülme, lavabonun gövdesinin kendisidir. Malzeme lazerle kesildiğinde kase ve panel artık iki farklı malzeme değildir. Aynı malzemeden olacak şekilde oluşturulmuştur. Lavabonun taşıma kapasitesi, lavabonun yan tarafındaki bağlantının gücüne bağlıdır.
Ancak bu konum genellikle sağlamdır ve lavabonuz muhtemelen düşmeyecektir.
Yüzeyde kaynak yapılmadığı için yük taşıma performansı daha garantilidir.
Dezavantajları
Bu kaynak yönteminin en önemli dezavantajlarından biri daha fazla malzeme tüketmesidir. Aşağıdaki resmi görüyoruz; malzeme kesimi çapraz şekillidir. Artık kalan malzemeleri kullanamazsınız. Pek çok malzemenin israf edildiği görülüyor.


Bu İki Süreç Arasındaki Ayrım Nasıl Yapılır?
Arkadan gözlendi
Mümkünse lavabo kenarının arkasına bakın.

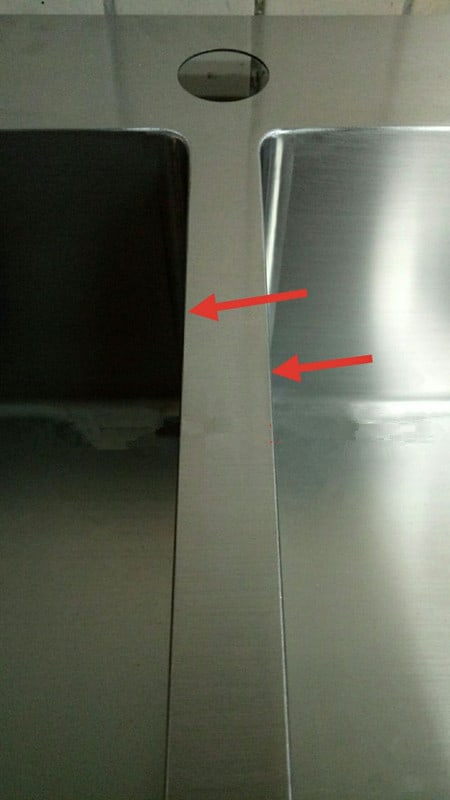
Yukarıdaki resimde sol tarafta yük taşımayan bir lavabo görüyoruz. Lavabo kenarı sarı renkte olup kaynak devresidir.
Sağda yük taşıyan lavabo var. Lavabo kenarı ile lavabo arasındaki bağlantının uzun ve parlak bir bükülme kısmı olduğunu görüyoruz. Bu da bu pozisyonun kaynak işlemi değil, bükme işlemi olduğunu göstermektedir. Ve sadece kısa bir çizgi var, yani kaynak izi.
Ön taraftan gözlemlendi
Arka kısım yoğuşma önleyici bir kaplamayla kaplıysa, bunu önden ayırın.

Yük taşıyan kaynak, çelik bükülürken doğal bir geçişe sahiptir. Belirli bir yayı vardır.
Yük taşımayan kaynak havşaları kaynak pozisyonuna sahipken, cilalama sonrasında dahi geçişte küçük bir ark oluşmaktadır.
Üretim sürecine göre ayırt edin
İki üretim süreci arasındaki farkı analiz ettiğimiz gibi, yük taşımayan kaynak lavabosu iki farklı çelik sac kullanıyor; Yük taşıyan kaynak yönteminde bütün bir malzeme parçası kullanılır.
Üreticiden hızlı bir şekilde bilgi alabilirsiniz.
Suppose a sink’s rim and the basin are of the same thickness. That is to say, 99% of this sink is manufactured by the load-bearing welding method.
Çözüm
Bir tüketici olarak size neyin satıldığını ve bunun değer sağlayıp sağlamayacağını bilmeniz gerekir.
Umarım bu makale karar vermenize yardımcı olmuştur.
İyi şanlar!

2 “üzerine düşüncelerEl Yapımı Bir Lavabonun İki Üretim Süreci”
Bağış butonunun olmaması üzücü! Şüphesiz bu muhteşem şeye bağışta bulunurdum
blog!
Sanırım şimdilik yer imlerine ekleme ve RSS akışınızı eklemeyle yetineceğim
Google hesabıma.
Yeni güncellemeleri sabırsızlıkla bekliyorum ve bu web sitesini paylaşacağım
ile
Facebook grubum. Yakında sohbet edin!
Paylaştığınız için teşekkür ederiz. Neşelen!